High bay lighting is the most common type of lighting used in commercial facilities that have high ceilings and require high foot-candle levels. They are ideally suited for warehouses, cold storage, airport concourses, grocery stores, gymnasiums, convention centers and other large indoor spaces with mounting heights between 15 and 40 feet, and ambient temperatures between -4°F and 131°F. While high bay lights have traditionally used high intensity discharge (HID), metal halide (MH) or florescent lamps, many specifiers and facility managers are changing to LED luminaires.
Properly designed and engineered LED-based high bay luminaires can offer big advantages for commercial applications. However, it’s important to consider LED luminaires that take a systems-level approach that includes driver design and thermal management, rather than just retrofitting LED “bulbs” into existing fixtures. Thermal management is critically important to achieve the reliability expected from LED luminaires. Extreme temperatures, both hot and cold, are common in high bay environments and can have a negative impact on the performance of electrical components.
Compelling LED Lamp Life
- 50,000 hours or better (5 years or more)
- Minimizes the cumbersome maintenance of high ceiling applications
Advantages of LED Technology
- Exceeding government mandated efficiency standards
- Controlled distribution of light for enhanced uniformity
- Higher luminaire efficacy
Let’s examine in more detail the many advantages of LED technology for high bay fixtures and a few application examples.
Warehouse Lighting
According to the Department of Energy, lighting uses as much as 29 percent of the electricity generated in the US and for industrial facilities, traditional lighting:
- Uses 38 percent of the energy in a typical warehouse
- Requires 15 percent of the energy in a refrigerated warehouse
- Consumes 75 percent of a warehouse facility’s energy expenditures when maintenance is factored in with energy costs
Here’s where LED luminaires’ dramatic energy efficiency really makes an impact, particularly because many facilities that illuminate with high bays are in operation 18 to 24 hours a day. Typically, lighting is viewed as a fixed expense, but it shouldn’t be; energy costs can be dramatically reduced, up to 75 percent, and maintenance can be virtually eliminated through the installation of LED luminaires. Additionally, paired with occupancy sensors and/or dimmable components they provide even greater energy efficiency.
Further power savings are achieved from turning off the fixtures when not in use. Workers often leave the traditional lights on continuously because they take so long to warm up to full brightness. LED luminaires light immediately, eliminating the need to have them on all the time.
Many LED retrofit installations don’t require a one-to-one replacement so the combination of using fewer fixtures for shorter periods of time provides a lower energy bill and significantly reduced maintenance expense.
Cold Storage Lighting
With large, open spaces to cool, as well as sizable lighting requirements, cold storage facilities can consume vast amounts of energy. As in any business, owners and managers of cold storage warehouses are often faced with minimizing their operating costs. The energy used by the refrigeration system is often a major contributor to this cost of operation.
Conventional lighting and refrigeration systems typically work against each other. Lighting systems generate heat, which the refrigeration system needs to remove. In addition, lower temperatures typically reduce the efficacy of lighting systems. Therefore, more power is required to generate the desired illumination, which in turn, increases the load on the refrigeration system.
Facilities can save tens of thousands of dollars in yearly electric costs, and cut harmful emissions by thousands of tons by implementing a handful of simple, cost-effective efficiency measures to reduce electrical consumption and have a payback period of three years or less such as installing LED luminaires. [1]
Only certain technologies, such as LED luminaires, are capable of functioning for cold storage needs at temperatures that range from zero degrees to -40°C.
Gymnasium Lighting
For years, the standard method of lighting gymnasiums has been the 400 W MH high bay. This has led to gyms with deteriorating light levels and poor playing conditions that are expensive to operate. The MH system is essentially an “on-off” system that provides little control over light levels. Also, these lights require 10 minutes or more before they reach their full light level. After they are turned off, they require a similar amount of time before they can be turned back on again. As a result, these lights are typically turned on in the morning and kept on until the building closes, regardless of whether there are any activities in the gym. Additionally, MH use a lot of energy but produce less light as they age, giving gyms and other facilities poor illumination.
LED high bay luminaires deliver instant white light with no restrike or run-up delay.
LED Lamp Life
Correctly designed LED will not fail catastrophically, but rather slowly dim. LED luminaires are determined to have “failed” when light output reaches 70 percent of original output. In fact, well designed fixtures can last over 50,000 hours making non-scheduled equipment downtime due to lamp failure nonexistent.
How long is 50,000 hours?
Based on the length a fixture is illuminated per day, here is what a 50,000 lifetime translates into on an annual basis:
Hours of Operation – 50,000 hours is:
24 hours a day 5.7 years
18 hours per day 7.6 years
12 hours per day 11.4 years
8 hours per day 17.1 years
With LED luminaires, maintenance costs are minimized as relamping may not be required during usable lifetime of the product. Another important consideration given that high bays are ceiling-mounted and may need the use of a lift to change out the burned fixture.
LED Illumination – Ready for Prime Time
Debate continues about whether LEDs have the output in lumens. Through advancements in technology and manufacturing, bright white LED luminaires for commercial lighting applications are in the market. Recent legislation in the US has led to the phase-out of mercury vapor ballasts and lamps as well as 150 to 500 watt MH luminaires. LED technology fills these needs, while far exceeding government mandated efficiency standards.
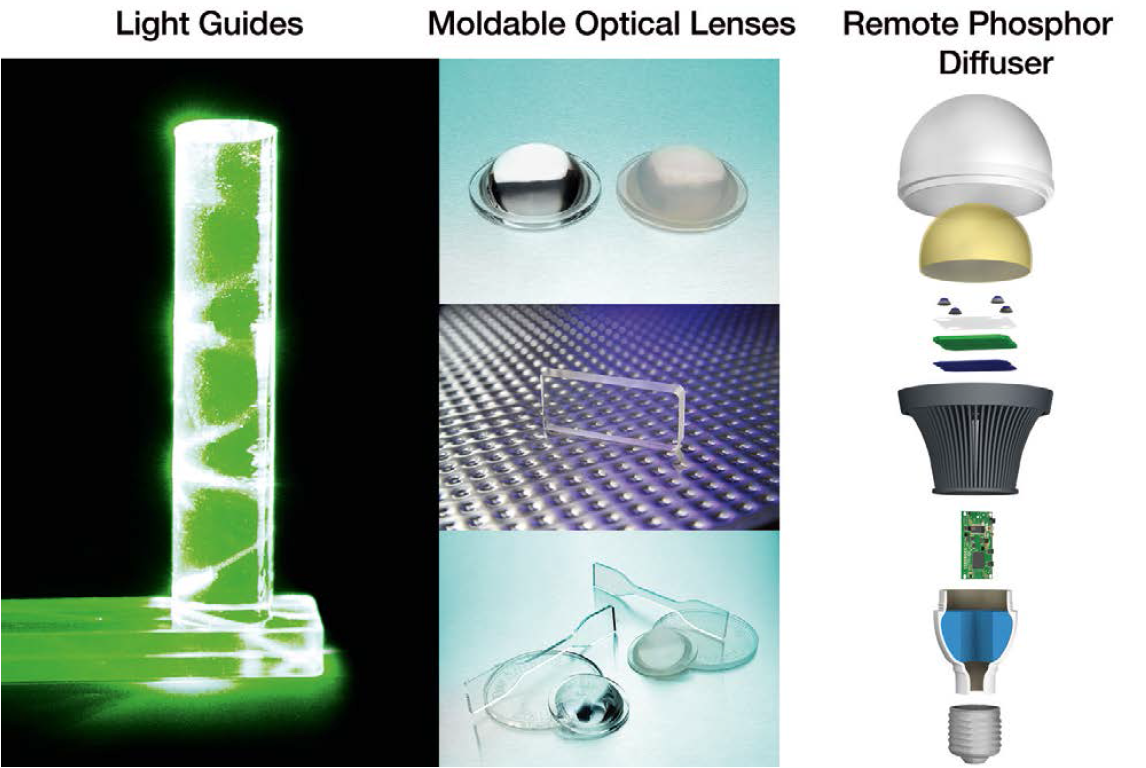
A LED luminaire incorporates an array of point sources that direct light precisely where it’s needed, with very little scattering or loss. Light distribution is controlled by the placement of LEDs, as well as by efficient use of optics that take advantage of the focal point presented by each individual LED.
Since traditional lamps are high-intensity near-point sources, the optical design for these luminaires causes the area directly below the luminaire to have a much higher illuminance than areas farther away from the luminaire. In contrast, the smaller, multiple point-source and directional characteristics of LEDs can allow better control of the distribution, with a resulting visible improvement in uniformity.
LED luminaires use different optics than traditional lamps because each LED is, in effect, an individual point source. Effective luminaire design exploiting the directional nature of LED light emission can translate to lower optical losses, and higher luminaire efficacy.