Last month we discussed interconnect of the Chip on Board LED device within a luminaire utilizing a TE Connectivity (TE) scalable or Zhaga compliant socket. This month we’ll move another layer away from the light source and look at the various device-level interconnects commonly used in lighting applications. Lighting interconnects span a broad range of options from board-to-board, wire-to-board, surface mounted and inverted through board technologies. The multitude of interconnect options for the fixture designer can be confusing, so let’s spend the time speaking about the attributes and merits of common interconnect classifications used in lighting systems.
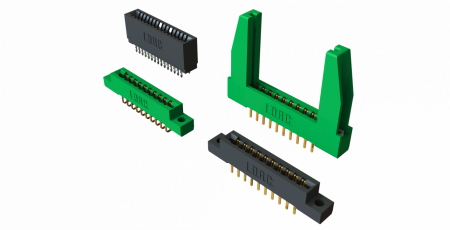
Board-to-board applications: This connector technology allows the direct connection of two printed circuit boards. In lighting applications, this is usually in an end-to-end fashion. While a number of board to board options exist, a specific example shown is TE’s Hermaphroditic connector. This connector allows for end to end mating of board assemblies and also allows for horizontal and vertical axis mating enabling 90° and 180° articulation. Linear, multi-segment, solid state lighting (SSL) board assemblies commonly used in cove lighting or linear lighting fixtures are ideal applications for this type of interconnect.
Wire-to-board applications: This category of interconnection can be further segmented into sub categories; two-piece separable, one-piece removable and one piece permanent. All accomplish the same fundamental task of bringing a wire to a printed circuit board in a simple, solderless approach. An example of a separable wire to board connector can be seen in TE’s low profile, micro MATE-N-LOK connector shown in the image at the right. A one piece removable solution is best illustrated by TE Connectivity’s innovative line of poke-in connectors that includes the micro poke-in wire SSL connector. Lastly, a one piece permanent connection between a wire and board can be accomplished with an insulation displacement connector such as TE’s SMT IDC connector. Termination with an IDC connector is as simple as inserting the un-stripped wire and pressing the stuffer cap down. The common thread shared by all these wire to board connectors is they are all low-profile wire to printed circuit board connectors designed specifically for LED lighting systems whether they be channel lettering lighting strips, general illumination LED fixtures, architectural cove and valence lighting, or LED modules for other applications.
There is another unique wire to board product that is worth noting here as well. The inverted through-board style of connector products provide an unobtrusive interconnect to printed circuit boards. By rotating the mating axis to mate from the underside of a PCB, connector exposure and wire routing issues on the LED side of the board are minimized. The result is a clean, minimally obstructed light emitting surface ideal for use with LED array implementations in downlight, spotlight and even street-lighting applications.
To close, the interconnection is often one of the last items to be considered in a lighting design. The wrong selection can have long term ramifications in manufacturing, reliability and field repair. With a little forethought and understanding of interconnect options, design, assembly and repair can be optimized in lighting systems. Consider the following during your design efforts:
- Is this a board to board application? If so, can this be accomplished with a direct board to board mating connector system or is a header/wire jumper assembly required by the application?
- For wire to board applications is a separable wire to board interconnect required or can the wire be terminated with a one piece semi-permanent or permanent connector?
- How many circuits need to be accommodated by the connector?
- What is the end fixture application and what are the governing agency standards required by the fixture?
- What is the voltage and current rating required?
- What are the particular environmental constraints required (temperature, humidity, shock/vibration, ingress protection, etc.)?
- Does your application require positive latching or is a friction latch acceptable?