![]()
Connectors for SSL applications continue to evolve as engineers push manufacturers for more unique and innovative solutions specifically designed to suit emerging lighting designs. Looking back over the past five years, one can see just how far SSL connector technology has progressed since the first solid-state lights started to appear in the market.
Early SSL engineers were limited to finding an existing connector that looked similar to what he needed and then drilling down to identify those that met performance requirements. Since connectors had yet to be specifically designed for SSL applications, however, the selection was extremely limited. Typically, if a connector met the high current or voltage requirements, it was too big for the design; and, similarly, if a connector was small enough, it was often not surface mountable (SMT) or robust enough. In fact, even finding a white connector was nearly impossible.
In the years since, we have moved past that “mission impossible” era. Now, there are multiple solutions available for most board-to-board (BTB) or wire-to-board (WTB) applications that emerge. However, these often appear as niche or individual product offerings with a limited range of options; so, engineers frequently still need to mix-and-match connectors from different vendors to meet the pin count or configuration requirements of SSL designs.
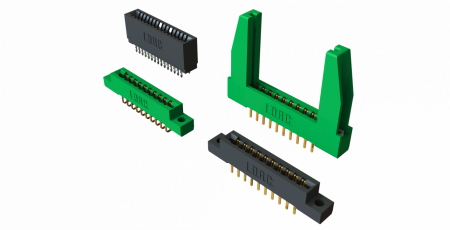
Based on a highly reliable gold-plated, beryllium copper contact system designed to match the 20+ year life spans of SSL products, the 9159 series of two-piece connectors from AVX Interconnect stands out as one of the few exceptions to this rule. The first connector in this series – the 9159 horizontal plug and socket (pictured in Figure 1) – was designed in response to a customer’s request for a coplanar, two-position, SMT, white, connector system that was 50 percent smaller than what was currently available on the market and capable of handling between four and five amps of current. Once that was achieved, the series was extended to include connectors featuring two to six positions to accommodate additional power or mixed power and signal lines and a greater breadth of SSL designs.
Figure 1. AVX’s 9159 series two-piece, coplanar BTB connectors
Over the next couple of years, as customer requests kept rolling in, connector engineers grew more accustomed to accommodating SSL-specific design requirements, and the initial 9159 products began to accumulate years of proven performance, the series continued to expand. First, a straight-cabled plug with an integral latching mechanism that maintains the connection integrity during handling and installation was developed in response to a request for a WTB solution that allowed engineers to build a common board layout with a plug on one end and a socket on the other. Capable of serving either a WTB or BTB function, this plug and socket connector enabled the development of a single board capable of achieving volume economies with almost unlimited expansion based on the required light output.
Figure 2. AVX’s current 9159 Series product offering
Next, a top load socket was developed in response to several customer complaints about board level failures in linear strings, which required technicians to disassemble the light out in the field until the defective board was reached. This solution features a slide-top design that acts a zero insertion force (ZIF) connector and allows one end of an interior board to be quickly and easily lifted up, removed, and replaced in the field, saving both time and money.
Figure 3. AVX’s 9159 series IDC cabled plug and socket connectors and cable assemblies
Later, a vertical connector capable of perpendicular mating was introduced to accommodate linear edge lighting applications while maintaining a common PCB footprint pattern, as with the cabled plug. And, most recently, right angle WTB options in both a plug and socket configuration were introduced to continue the theme of building a single board with a plug on one end and a socket on the other. These two new connectors (Figure 3) allowed for wires to be connected from either side of the board, which effectively simplified applications in which multiple lights needed to be connected end-to-end to cover a specific distance using standard length lights.
The evolutionary development of the 9159 Series is exemplary of the challenges and innovative solutions that continue to be brought to market by connector manufacturers with the express purpose of satisfying the unique requirements of the rapidly expanding SSL market. Now that a small array of SSL connectors developed by several manufacturers exist, the pace of innovation may not match that of these first few years; however, the continually evolving nature of the SSL industry will surely continue to require novel solutions for new designs.